磨块,作为研磨、抛光和表面处理工艺中的核心工具,广泛应用于石材、金属、陶瓷、混凝土等多种材料的加工。根据其材质、形状、粒度、结合剂及用途的不同,磨块可以进行系统的分类,以便用户根据具体的加工需求进行精准选择。
一、按主要材质分类
这是最基础的分类方式,直接决定了磨块的基本性能和应用领域。
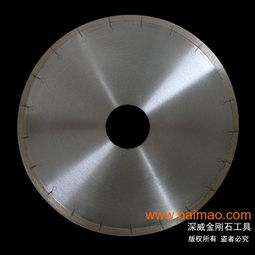
- 金刚石磨块:以金刚石(天然或人造)为磨料,通过金属、树脂或陶瓷结合剂制成。其硬度极高,耐磨性好,主要用于花岗岩、大理石、水磨石、混凝土等硬脆材料的粗磨、细磨和抛光。
- 碳化硅磨块:磨料为碳化硅(SiC),硬度高但脆性较大。常用于玻璃、石材、陶瓷、皮革等非金属材料的磨削,也用于铸铁等脆性金属的初加工。
- 刚玉磨块:以氧化铝(Al₂O₃)为主要成分,包括棕刚玉、白刚玉等。韧性较好,适用于各种钢材、铸铁、有色金属等金属材料的磨削和抛光,是金属加工中最常见的磨块类型之一。
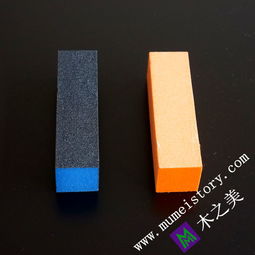
- 砂磨块(砂布/砂纸磨块):基层为柔性材料(如海绵、橡胶),表面附着砂纸或砂布。质地柔软,能贴合曲面,常用于木工、油漆层打磨、小面积精细打磨及去毛刺。
二、按结合剂类型分类
结合剂是将磨料颗粒粘结成固体的关键,影响磨块的硬度、韧性和自锐性。
- 树脂结合剂磨块:结合力适中,磨具弹性好,抛光性能优异,工作时发热量较低。广泛用于石材、金属的精磨和抛光工序。
- 金属结合剂磨块(如青铜、钴结合剂):结合强度最高,磨具耐磨,寿命长,但自锐性较差。主要用于对加工效率要求高的粗磨、成型磨,以及对玻璃、陶瓷、硬质合金的超硬材料加工。
- 陶瓷结合剂磨块:结合剂为无机材料,化学稳定性好,耐热、耐腐蚀,磨具孔隙率可控,散热好。多用于高精度、高效率的磨削加工。
- 菱苦土结合剂磨块:质地相对较软,自锐性好,抛光光泽度高,但耐水性差。传统上用于大理石等软质石材的抛光。
三、按粒度(粗细度)分类
粒度号代表了磨料颗粒的大小,是决定加工表面粗糙度的关键参数。通常用“目”(Mesh)或数字表示,数字越大,颗粒越细。
- 粗粒度磨块(如#30-#120):磨料颗粒大,磨削力强,材料去除率高,用于初步的整形、找平或去除严重的表面缺陷,但会留下较深的磨痕。
- 中粒度磨块(如#150-#400):用于粗磨后的过渡,消除粗磨痕迹,为精磨做准备。
- 细粒度磨块(如#500-#2000):用于精磨和半抛光,能获得较为细腻的表面。
- 超细粒度/抛光磨块(如#3000及以上):磨料颗粒极细,主要用于最终的精细抛光,以获取高光泽度的镜面效果。
四、按形状与安装方式分类
形状设计旨在适应不同的加工面和工作机具。
- 圆形/碗形磨块:通常带有中心孔,用于角磨机、直磨机等手持或固定设备,适用于平面和大曲面的打磨。
- 方形/矩形磨块:常用于地坪打磨机、石材翻新机等大型设备,通过卡槽或螺栓固定,效率高,适合大面积地面处理。
- 异形磨块:如三角形、扇形等,专为打磨边角、缝隙等特殊部位设计。
- 柔性磨块:基体具有弹性,可弯曲以适应复杂曲面,如汽车钣金修复、工艺品打磨。
五、按专业用途分类
- 石材翻新/抛光磨块:通常是成套的,从粗到细(如从#50到#3000目),专门用于大理石、花岗岩等地面的翻新、结晶和抛光。
- 地坪研磨磨块:针对混凝土、环氧地坪等,强调高磨削力与耐磨性,用于地面找平、去除旧涂层和表面粗化。
- 金属焊缝打磨/去毛刺磨块:侧重高效去除焊渣和毛刺,同时控制对母材的损伤。
- 木工打磨磨块:多为砂纸磨块,用于打磨木材表面、腻子层,使其平滑。
选择与应用建议
在选择磨块时,需遵循一个核心原则:根据被加工材料的性质、预期的加工效果(粗磨、精磨或抛光)以及所使用的设备来匹配磨块的材质、粒度、硬度和形状。 通常,加工流程需要遵循从粗到细的顺序,逐级更换更细粒度的磨块,不可跳级,否则难以消除上一道工序留下的磨痕。
正确地对磨块进行分类和选用,不仅能大幅提升加工效率与表面质量,还能有效延长磨块本身的使用寿命,降低综合成本。在实际操作前,参考产品说明书并进行小范围测试,是确保最佳工艺效果的重要步骤。